How to optimize your factory with fibre testing equipment
The Value of an Optical Measurement System in Industrial Applications
Optical measurement systems play a vital role in commercial applications. They offer high accuracy and promote non-contact measurement, which is vital for securing sensitive components. These systems enhance functional effectiveness and advertise quality assurance. Their application is not without challenges. Recognizing their value and the complexities involved can brighten their transformative potential in contemporary manufacturing. What are the certain benefits and obstacles that these systems existing?
Recognizing Optical Measurement Equipments
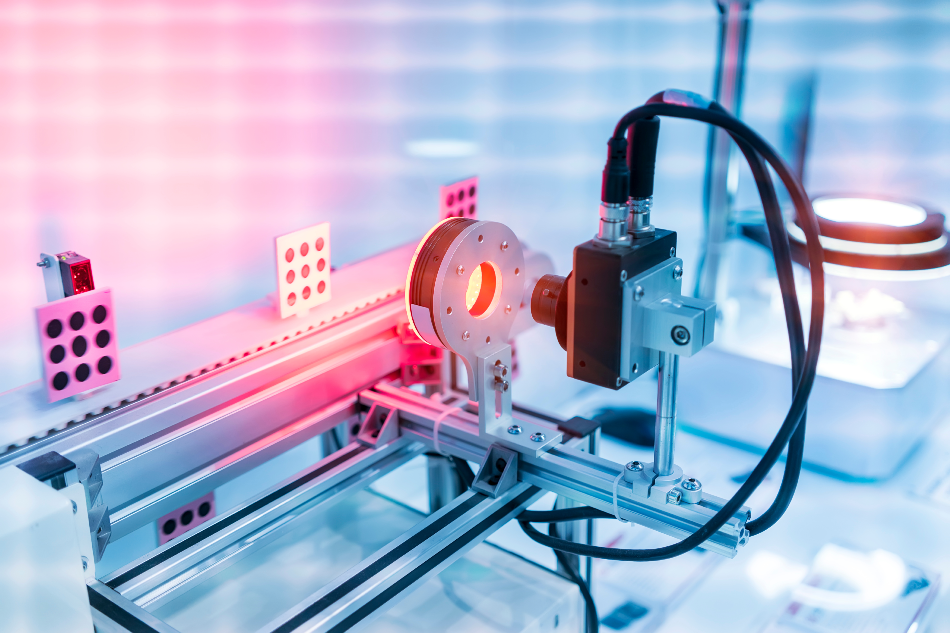
Optical measurement systems play a crucial function in different industrial applications by offering exact and precise information collection. These systems use light to determine physical properties such as dimensions, surface area accounts, and product attributes. The essential components typically include lasers, cams, and sensing units that record and analyze light reflected from objects. By employing techniques such as interferometry and photogrammetry, these systems can spot minute changes in shape and dimension, which are essential for high quality control and product consistency.Furthermore, optical measurement systems are non-contact, enabling them to evaluate delicate or detailed things without creating damages. They are versatile, locating applications in fields like aerospace, automobile, and electronic devices manufacturing. The assimilation of advanced software program for information analysis boosts the capability of these systems, making it possible for real-time tracking and comments. As markets evolve, the relevance of optical measurement systems continues to grow, supporting the need for greater accuracy and efficiency.
Key Advantages of Optical Measurement in Manufacturing
While standard measurement techniques commonly entail physical call and can present mistakes, the fostering of optical measurement systems in manufacturing deals substantial advantages. These systems make use of non-contact methods, reducing the threat of damage to delicate parts and making certain the integrity of measurements. Optical measurement gives high precision and precision, enabling suppliers to achieve tight resistances essential in affordable markets.Additionally, the speed of optical measurement systems improves productivity. optical measurement system. Quick data purchase allows for real-time surveillance, facilitating immediate adjustments in manufacturing processes. This performance leads to reduced waste and boosted resource allocation.Furthermore, the adaptability of optical systems accommodates a vast array of products and geometries, making them ideal for numerous applications. Their capacity to incorporate flawlessly with automation innovations supports Market 4.0 efforts, promoting smarter producing environments. On the whole, the essential benefits of optical measurement contribute substantially to boosting quality assurance and functional effectiveness in contemporary production settings
Applications of Optical Measurement Solutions
Optical measurement systems play a necessary duty in numerous industrial applications, specifically in enhancing precision during producing procedures. They are integral to quality control and guarantee, guaranteeing that items satisfy rigorous criteria. In addition, these systems support r & d efforts by supplying exact information for advancement and enhancement.
Precision in Production Processes
In contemporary production, high accuracy is essential for guaranteeing item quality and functional efficiency. Optical measurement systems supply sophisticated capacities that substantially improve precision during the manufacturing process. These systems utilize light and imaging modern technologies to capture comprehensive dimensions of parts, enabling producers to accomplish limited resistances and exact measurements. By incorporating optical measurement right into production process, organizations can promptly recognize inconsistencies from specs, thus decreasing waste and minimizing rework. Moreover, the non-contact nature of optical dimensions permits inspecting fragile or sensitive products without threat of damages. Inevitably, the adoption of optical measurement systems promotes a culture of accuracy in production, resulting in boosted efficiency and competition in the market.

Quality Assurance and Assurance
Quality assurance in manufacturing heavily relies upon precise measurement techniques to ensure that products meet well established criteria. Optical measurement systems play a crucial duty in this procedure, making it possible for accurate evaluations of dimensions, surface quality, and various other crucial features of produced items. By utilizing high-resolution imaging and sophisticated analysis formulas, these systems detect inconsistencies from specs, ensuring consistency throughout production. Furthermore, optical measurements can be non-destructive, maintaining the honesty of items while facilitating fast evaluations. The assimilation of these systems right into quality assurance procedures enhances effectiveness and reduces waste, ultimately adding to enhanced item reliability. As markets undertaking for quality, the fostering of optical measurement modern technologies ends up being increasingly necessary for keeping competitive advantage and customer fulfillment.
Research and Development Applications
As industries venture for innovation, optical measurement systems have actually become a necessary tool in r & d applications. optical fibre diameter analyser. These advanced systems offer specific measurements of products and elements, enabling designers and researchers to get critical understandings into their homes and efficiency. Optical measurement modern technologies, such as laser scanning and interferometry, promote the quick prototyping of new layouts and the optimization of existing items. By recording high-resolution information, researchers can recognize problems and analyze the influence of different parameters on item capability. Furthermore, these systems support interdisciplinary collaboration, bridging gaps in between different areas of research. The combination of optical measurement systems into R&D refines inevitably increases growth timelines and cultivates the production of sophisticated remedies in numerous commercial markets
Contrasting Optical Measurement to Conventional Techniques
In contrasting optical measurement systems to typical methods, several vital elements emerge, including accuracy and precision. Additionally, the rate of measurement and cost-effectiveness play significant roles in identifying the viability of each approach for commercial applications. This examination highlights just how developments in optical technology might provide benefits over conventional strategies.
Accuracy and Accuracy
Optical measurement systems use considerable benefits in accuracy and accuracy compared to standard measurement approaches. These systems use advanced technology, such as lasers and high-resolution cams, to record dimensional data with marginal error. On the other hand, typical techniques frequently rely upon mechanical devices that can present variability as a result of human error or product wear. Optical systems can accomplish micrometer-level precision, ensuring constant results even in complex geometries. Furthermore, they offer non-contact measurement, lowering the danger of damaging delicate parts. This capacity is particularly useful in sectors where resistances are crucial, such as aerospace and auto production. The adoption of optical measurement modern technology improves high quality control and minimizes the probability of issues, inevitably boosting general manufacturing performance.
Rate of Measurement
The benefits of optical measurement systems extend beyond accuracy and accuracy to consist of considerable improvements in measurement speed. Traditional measurement approaches typically need lengthy arrangements and hands-on estimations, which can reduce down manufacturing processes. In comparison, optical systems utilize innovative technologies such as laser scanning and imaging, making it possible for rapid information purchase and handling. This effectiveness enables real-time measurements, facilitating quicker decision-making in manufacturing settings. The capacity to capture big volumes of information in a brief time improves throughput and efficiency, providing services an one-upmanship. In addition, with reduced measurement times, optical systems minimize downtime related to examinations, even more simplifying operations. The rate of measurement in optical systems substantially contributes to general functional effectiveness in commercial applications.
Cost-Effectiveness Analysis
A complete cost-effectiveness analysis exposes that optical measurement systems frequently give significant financial advantages over conventional approaches. These systems typically reduce the need for considerable physical arrangements, reducing labor prices and downtime throughout measurement procedures. Optical techniques can additionally yield faster outcomes, leading to increased productivity and lowered functional expenditures. Furthermore, the accuracy offered by optical measurements decreases the probability of expensive errors, which can occur from hands-on interventions and traditional methods. In the future, the first investment in optical modern technology is typically offset by cost savings in resources, time, and boosted item top quality. Subsequently, industries that embrace optical measurement systems might discover themselves not only enhancing performance but likewise accomplishing a much more desirable cost-benefit proportion compared to conventional approaches.

The Role of Automation in Optical Measurement
While several markets progressively count on precision and performance, automation has arised as an essential component in enhancing optical measurement procedures. By incorporating automated systems, companies can substantially enhance measurement accuracy and reduce human mistake. Automated optical measurement systems make use of advanced formulas and sensing units to provide real-time data analysis, helping with quicker decision-making and procedure adjustments.Additionally, automation allows for constant measurements throughout various manufacturing runs, guaranteeing that high quality standards are kept. The scalability click here now of automated optical measurement systems makes them ideal for varied applications, from quality assurance in making to inspection in semiconductor production.Furthermore, these systems can be flawlessly integrated right into existing manufacturing arrangements, advertising a smooth change in the direction of a lot more reliable procedures. Overall, the function of automation in optical measurement is pivotal, using enhanced integrity, lowered labor costs, and enhanced operational performance, eventually driving commercial competitiveness.
Difficulties and Considerations in Application
Executing optical measurement systems, despite the advantages of automation, offers different obstacles and considerations that organizations must navigate. One substantial difficulty is the combination of these systems right into existing process, which may call for significant adjustments in procedures and staff member training. Organizations has to additionally address the compatibility of optical measurement technologies with existing tools and software.Additionally, the irregularity of products and ecological problems can impact measurement accuracy, requiring robust calibration and upkeep methods. Expense is an additional vital consideration, as preliminary investments can be significant, and companies need to evaluate these costs against possible effectiveness gains. Information management likewise presents difficulties, as the volume of information produced requires effective systems for storage space, analysis, and interpretation. Finally, making sure compliance with market requirements and regulations adds one more layer of intricacy to the execution process, calling for cautious preparation and execution.
Future Fads in Optical Measurement Modern Technology
As industries remain to advance, innovations in optical measurement innovation are readied to transform their functional landscapes. Emerging fads indicate a shift in the direction of enhanced automation and assimilation with expert system, boosting the accuracy and efficiency of dimensions. Flexible optics is gaining grip, enabling systems to readjust in real-time to differing ecological conditions, thus lessening mistakes. Additionally, the miniaturization of check my source optical sensors is enabling their deployment in more compact and varied setups, broadening application possibilities in industries such as aerospace and manufacturing.Additionally, the advancement of 3D optical measurement methods is changing top quality control processes, supplying even more considerable information analysis. Technologies in data handling formulas are also expected to streamline the interpretation of complicated measurements, making insights much more accessible. Collectively, these fads reflect a future where optical measurement modern technology not only boosts precision yet additionally improves operational dexterity, positioning sectors to better meet developing demands.
Frequently Asked Inquiries
Just How Do Optical Measurement Solutions Ensure Data Accuracy?
Optical measurement systems guarantee information precision with exact calibration, progressed formulas, and high-resolution imaging. These components collaborate to reduce errors, improve measurement consistency, and give reputable results important for various commercial applications and processes.
What Is the Typical Lifespan of an Optical Measurement System?
The common life expectancy of an optical measurement system varies, frequently varying from five to fifteen years. Elements influencing long life include use strength, environmental conditions, maintenance methods, and technological improvements that may demand upgrades or substitutes.
Can Optical Measurement Solutions Be Customized for Particular Industries?
What Training Is Needed for Running Optical Measurement Equipments?
Training for running optical measurement systems commonly consists of understanding system elements, software program use, calibration strategies, information analysis, and safety and security protocols. Participants usually involve in hands-on practice and might finish qualification programs to improve their efficiency.
How Do Environmental Elements Affect Optical Measurement Outcomes?
Ecological factors, such as temperature level, humidity, and lighting conditions, significantly influence optical measurement outcomes. Variants in these aspects can bring about mistakes, impacting the precision and reliability of dimensions taken by optical systems in different settings.